
-
-
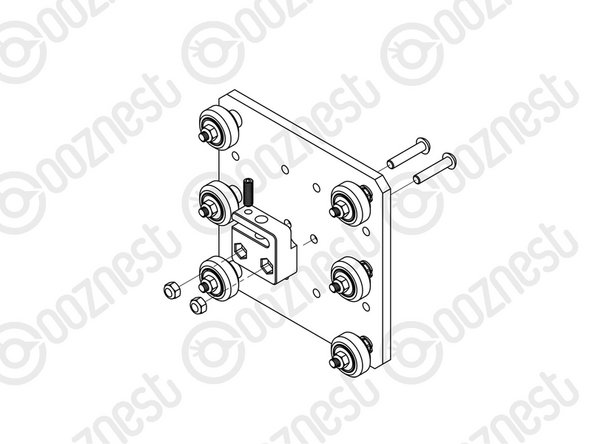
First attach the top right wheel, insert a M5-Low-Profile-30mm through the Z-Plate from the back (the back is the side with the insets). On to this, add an Eccentric Spacer-6mm, Precision-Shim, Solid-V-Wheel-Xtreme-Assembly and a M5-Nyloc-Nut in this order.
-
The rounded portion of the Eccentric-Spacer-6mm should be inserted into the hole on the Z-Plate. The assembly can be tightened, ensuring the Solid-V-Xtreme Wheel can still rotate freely.
-
Repeat the other two wheels on the right row.
-
Repeat for the 3 wheel sets on the left row, however for these sets use Aluminium-Spacer-6mms instead of Eccentric-Spacer-6mms.
-
On the hexagonal portion of the Eccentric-Spacer-6mm, there will be one face that is marked with ‘6mm’. Using a spanner, adjust each Eccentric-Spacer-6mm so that this face is facing to the right. Doing this maximizes the gap between the left and right row of wheels.
-
-
-
Run any piece of C-Beam extrusion in-between the two rows of wheels. Initially, there may be a small amount of play between the C-Beam and wheels. Turn the assembly so the C-Beam is sitting on the row of wheels with the Aluminium-Spacer-6mms.
-
Starting with an outside wheel, adjust the Eccentric-Spacer-6mm down onto the C-Beam Extrusion until there is a small amount of friction between the wheel and the C-Beam Extrusion.
-
Repeat this for the other outside wheel, and then for the middle wheel.
-
Slide the C-Beam extrusion back and forth through the wheels. This should require a small amount of force, and all wheels should spin as it rolls. Also, check there is no wobbling of the extrusion. Once happy, double check the tightness of the M5-Nyloc Nuts.
-
-
-
Attach the ACME-Anti-Backlash-Nut-Block to the Z-Plate using 2 x M5-Low-Profile-25mm bolts and 2 x M5-Nyloc-Nuts.
-
With the set screw provided with the ACME-Anti-Backlash-Nut-Block, screw it into the smaller threaded hole on the top of the ACME-Anti-Backlash-Nut-Block until it is just before the point of touching the surface on the opposite side of the gap.
-
The set screw will later be used to remove any backlash from the system.
-
Discard the nut left in the bag with the ACME-Anti-Backlash-Nut-Block.
-
-
-
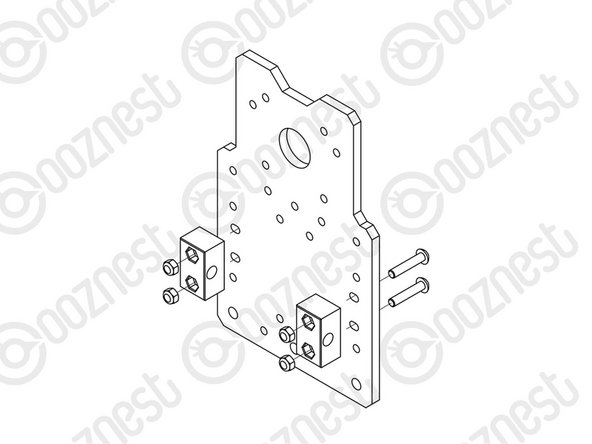
Attach 2 x ACME-Nut-Blocks to the X-Plate-Back using 4 x M5-Low-Profile-25mm bolts & 4 x M5-Nyloc-Nuts.
-
Only loosely tighten these bolts so the ACME-Nut-Blocks can still move side to side.
-
Thread the X-ACME-Lead-Screw through both ACME-Nut-Blocks. Tighten the bolts holding one of the ACME-Nut-Blocks, making sure it is square to the X-Plate-Back.
-
To remove any backlash, pinch the loose ACME-Nut-Block towards the previous one, and tighten the bolts holding it.
-
Leave the X-ACME-Lead-Screw threaded through the ACME-Nut-Blocks.
I have the 1500mm by 1000mm machine with two long lead screws and one intermediate and lastly tiny screw.
With no labels on the screws I assume the two long ones are Y axis and intermediate is X axis……was unsure of this assumption.
William Walshaw - Resolved on Release Reply
-
-
-
If you have the full kit version of the WorkBee, please complete Step 5 of 4. Limit Switch Assembly & Mounting.
-
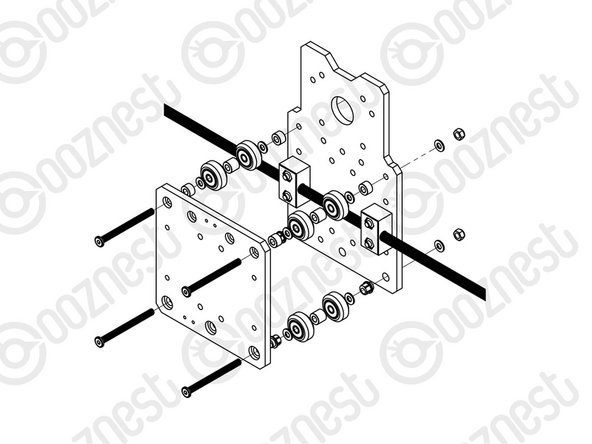
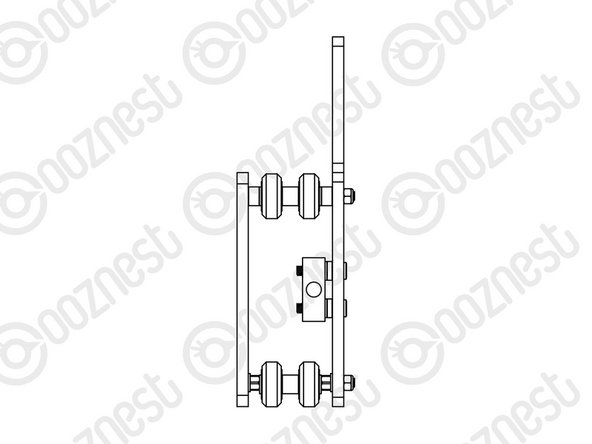
First attach the bottom right wheel set - insert a M5-Low-Profile-60mm bolt through the X-Plate-Front through the side with the insets. On to this, add an Eccentric Spacer-6mm, Precision-Shim, Solid-V-Wheel-Xtreme-Assembly, Aluminium Spacer 9mm, Solid-V-Wheel-Xtreme-Assembly, Precision Shim, and an Eccentric-Spacer 6mm in this order.
-
Next add the X-Plate-Back-Assembly onto the top of this assemblage, add a Precision-Shim and then slightly thread on a M5-Nyloc-Nut. The rounded portion of the Eccentric-Spacer-6mm should be inserted into the hole on either the X-Plate-Front or X Plate-Back-Assembly (depending on which side it is on).
-
Repeat for the other wheel set on the bottom row corner.
-
Repeat for the 2 wheel sets on the top row, however for these sets use Aluminium-Spacer-6mms instead of Eccentric-Spacer-6mms.
-
Once all of the wheels are attached the M5-Nyloc-Nuts can be tightened down. Ensure that the Solid-V-Xtreme-Wheels can still rotate freely. On the hexagonal portion of the Eccentric-Spacer-6mm, there will be one face that is marked with ‘6mm’.
-
In the same method as the Y-Plates, using a spanner, adjust each Eccentric-Spacer-6mm so that this face is facing downwards. Doing this maximizes the gap between the top and bottom row of wheels.
Please add also a link of routing the wiring from the Z limit switch. In Z limit switch mounting the wiring isn’t shown.
Bernd Kalthoff - Resolved on Release Reply
The step you jump ahead to is actually Step 5 (Z limit switch mounting) of 4.Limit Switch assembly and mounting. Above says step 4. :-)
matthew whiting - Resolved on Release Reply
-
-
-
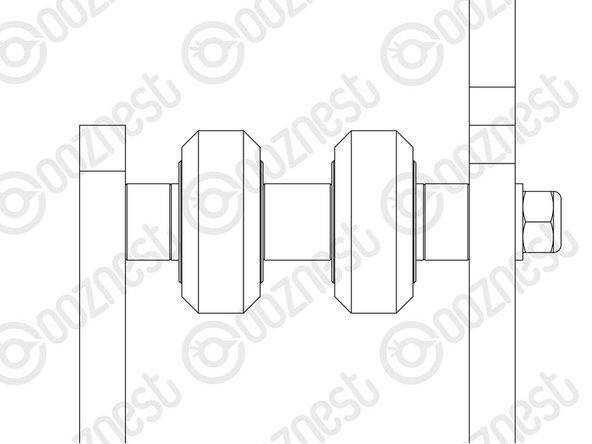
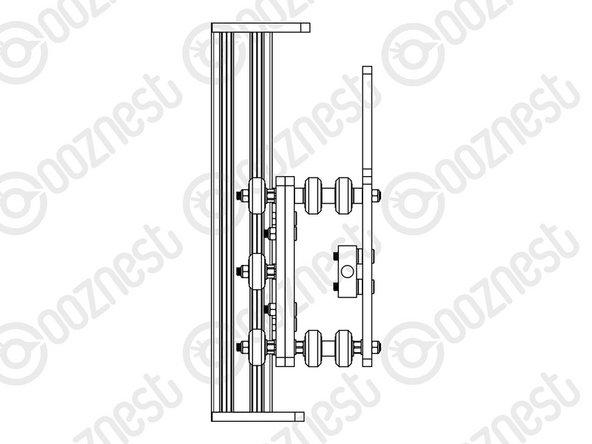
Run any piece of C-Beam extrusion in-between the two rows of wheels. Initially, there may be a small amount of play between the C-Beam and wheels. Turn the assembly upside down so the C-Beam WorkBee CNC Assembly 18 is sitting on the row of wheels with the Aluminium-Spacer-6mms.
-
Starting with one pair of wheels, adjust both Eccentric-Spacer-6mms down onto the C-Beam Extrusion until there is a small amount of friction between both wheels and the C-Beam Extrusion.
-
When adjusting the pair of Eccentric-Spacer-6mms ideally they should be adjusted identically. However, sometimes one will need to be adjusted slightly more than the other to get both wheels engaged with the C-Beam extrusion.
-
Repeat this for the other pair of wheels.
-
Slide the C-Beam extrusion back and forth through the wheels. This should require a small amount of force, and all wheels should spin as it rolls. Also check there is no wobbling of the extrusion. Once happy, double check the tightness of the M5-Nyloc Nuts.
It would be great to mention the Z axis limit switch and wire in this description as they need moving out of the way to do the alignment test. I assume at a later date that the C section will not rub the wires……perhaps this is explained later.
William Walshaw - Resolved on Release Reply
-
-
-
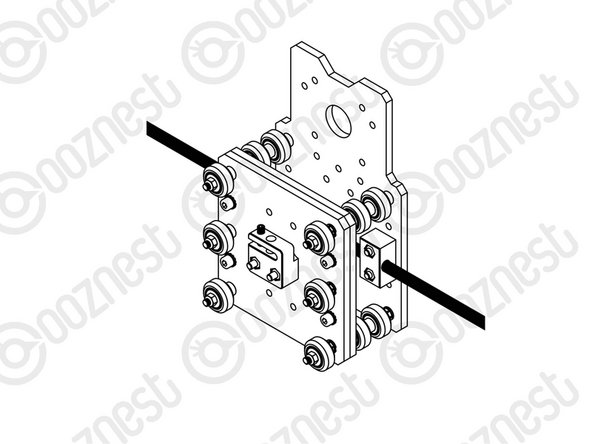
Mate the Z-Plate-Assembly to the X-Carriage-Assembly in the orientation seen above. In each of the 4 holes use a M5-Cap-Head-Bolt-12mm, Precision-Shim and a M5-Locking-Washer to secure the two assemblies together.
-
The M5-Locking-Washer should be against the Z-Plate. With the Precision-Shim in-between the M5-Locking-Washer and M5-Cap-Head-Bolt-12mm
-
Make sure the Z-Plate-Assembly is square to the X-Carriage-Assembly.
-
Do not over-tighten the M5-Locking-Washer. If over-tightened it will lose it's effectiveness.
-
-
-
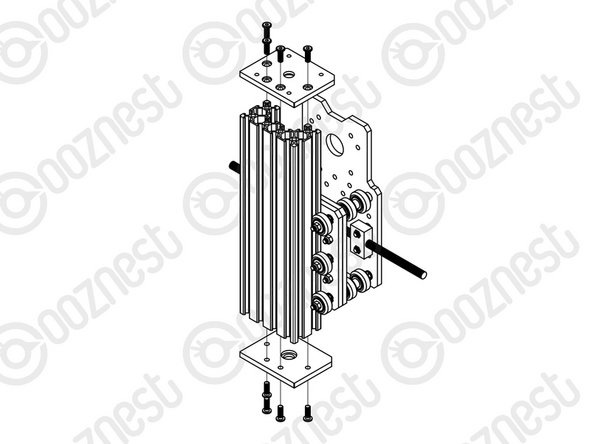
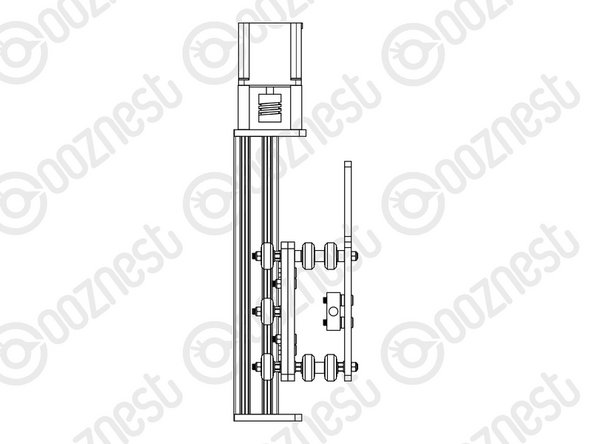
Slide the C-Beam-250mm through the Z-Wheels on the X-Carriage-Assembly.
-
Attach both of the Z-End-Mounts using 8 x M5-Low-Profile-15mm bolts.
-
Tighten the top Z-End-Mount bolts fully.
-
For the bottom Z-End-Mount, tighten the bolts fully, and then loosen by a single full turn (the reason for this will become clear later).
-
-
-
If you have an Ooznest XYZ Touch Probe, please complete Steps 1-3 of Assembling Your Original WorkBee XYZ Touch Probe
-
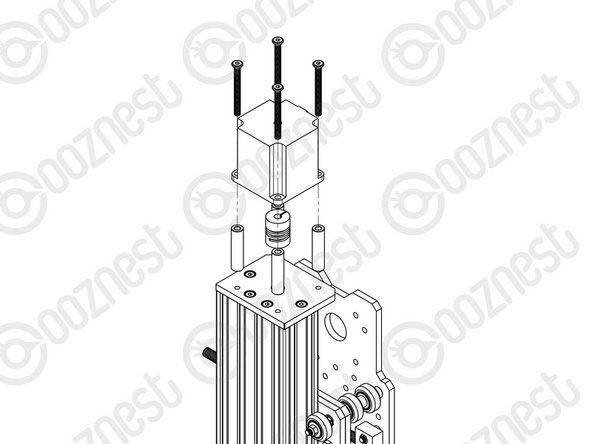
Slide the 1/4” side (the side with the smallest hole) of the Flexible-Coupler onto the shaft of the NEMA23-Stepper-Motor. Don’t tighten it down at this point.
-
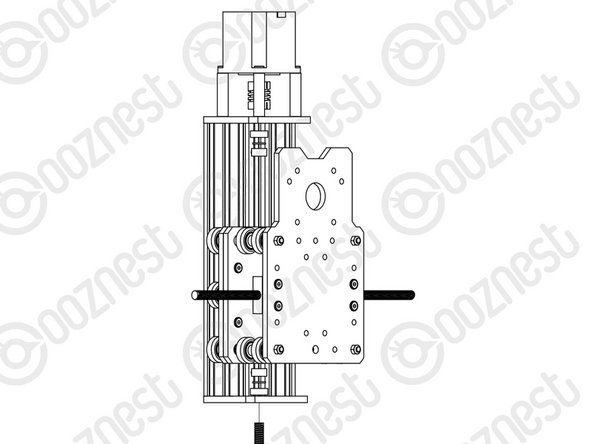
Attach the NEMA23-Stepper-Motor to the threaded holes on the Z-End-Mount using 4 x M5-Low-Profile-50mm bolts and 4 x Aluminium-Spacer-40mm’s.
-
Orient the NEMA23-Stepper-Motor so that the wire is towards the back of the X-Carriage-Assembly.
-
-
-
Please make sure you use the 8mm-Lock-Collar not 8mm-Clamping-Collar.
-
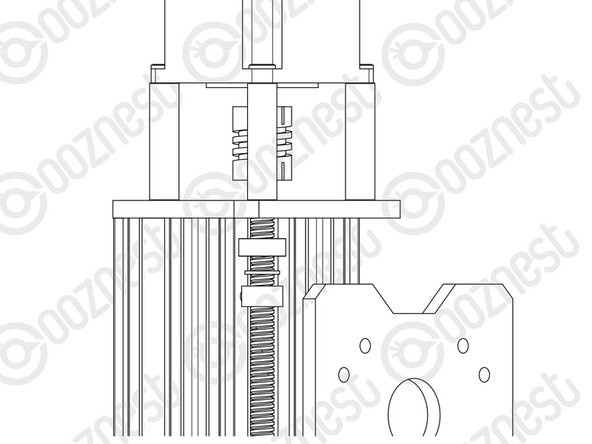
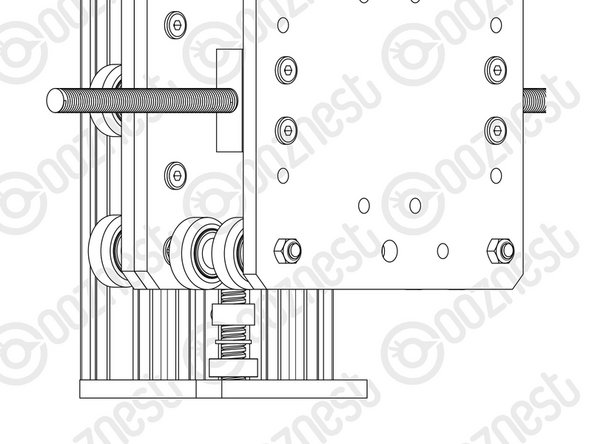
Slide the Z-ACME-Screw through the bottom Z-End-Mount. Then slide on a F688ZZ-Bearing (facing downwards), 8mm-Shim, and a 8mm-Lock-Collar in this order.
-
Thread the Z-ACME-Screw through the ACME-Anti-Backlash-Nut-Block, it may be hard to thread the Z-ACME-Screw through the ACME-Anti-Backlash-Nut-Block for the first time. Once through, slide on a 8mm-Lock-Collar, 8mm-Shim, and a F688ZZ-Bearing (facing upwards) in this order.
-
Fully thread through the Z-ACME-Screw until it is touching the NEMA 23-Stepper Motor shaft. Position the Flexible-Coupler so it is half on the Z-ACME-Screw and half on the NEMA23-Stepper-Motor shaft. Once in position, tighten the screws on the Flexible-Coupler.
-
Make sure one is on the flat portion of the motor shaft
-
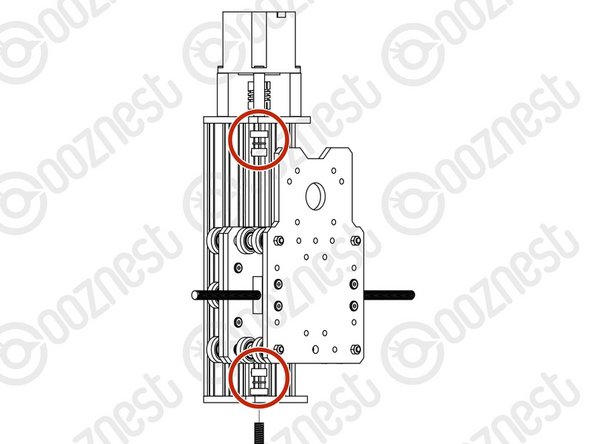
Slide the second F688ZZ-Bearing up the Z-ACME-Screw until it seats in the hole on the top Z-End-Mount, then slide up the 8mm-shim onto the bearing, and finally slide up 8mm-Lock-Collar so it is firmly against the 8mm-Shim and lock it in place using the grub screw on the side.
-
Repeat for the bottom Z-End-Mount.
-
Locate the four M5-Low-Profile-15mm bolts that were left a full turn from tight in Step 8. These can now be fully tightened. Doing this will remove any play that may be present.
Once you have the bearing inserted into the bottom plate it is better to tighten the four M5-Low-Profile-15mm bolts before tightening the lock collar. When I tightened the lock collar first, tightening the M5 bolts made the ACME screw too tight to turn.
Tim Corringham - Resolved on Release Reply
“Make sure one is on the flat portion of the motor shaft “ - one what?
Peter Marigold - Resolved on Release Reply
For anyone having any questions about which way is “upwards” or “downwards” on the F688ZZ-Bearing, the narrow part of the bearing slots neatly into the Z-End-Mounts (to fit snugly into the mount and hold the ACME screw perfectly in place). You basically need both narrow parts of the bearings to be pointed away from the carriage in the middle. The 8mm-Shim makes contact with the wider part of the bearing.
ashtonberry - Resolved on Release Reply
To position the motor shaft and ACME screw about halfway inside the Flexible-Coupler, you can use a torch and shine it through the sides of the Flexible-Coupler to see where the shafts are inside (by watching for the silhouette of each shaft through the helical gaps in the Flexible-Coupler). I moved both into contact at the halfway point, and then pulled the ACME screw back about a millimetre so that there could be some play.
ashtonberry - Resolved on Release Reply
-
-
-
Firmly hold the X-Carriage-Assembly, and check for any up and down play in the C-Beam-250mm. If there is any, this is due to backlash in the ACME-Anti-Backlash-Nut-Block. The set screw which was inserted in Step 3 into the ACME-Anti-Backlash-Nut-Block can be screwed downwards to remove this.
-
Do not over tighten this, as it can make the Z ACME-Screw difficult to turn. You can test this by rotating the Flexible-Coupler by hand.
-
It should require a small to medium amount of force. This will need to be rechecked once the router is attached, and periodically checked when in use.
Pulling a useful comment from a previous version, to adjust the set screw in the Anti-Backlash-Nut-Block, you need to lower the carriage all the way to the bottom (furthest from the stepper motor) and use a long allen key to reach in. You’ll likely need a torch to see it. Removed all play for me with about two turns.
ashtonberry - Resolved on Release Reply
-




Thanks for following the guide. Any issues, please contact us!
Thanks for following the guide. Any issues, please contact us!
Cancel: I did not complete this guide.
51 other people completed this guide.
